




.jpeg?width=225&height=225&name=download%20(1).jpeg)

.png?width=277&height=182&name=download%20(6).png)

.png?width=275&height=183&name=download%20(5).png)
.png "Plastic (6)")
⭐ Your Technical Partner for Cooling & Heating Solutions
We’re not a manufacturer — we’re your dedicated link between world-class equipment suppliers and the exact solution your business needs.
We invest time in understanding your process, your site, and your performance requirements. Once we know exactly what your operation demands, we work directly with our trusted manufacturers to engineer a cooling or heating system designed specifically for you.
🔧 Tailored Systems, Built Around Your Requirements
Our supplier partnerships give us access to an enormous range of high-quality equipment. This allows us to deliver:
1 kW to multi-MW cooling and heating capacities
Temperature control from –40°C to +25°C
Advanced technologies including:
Heat pumps
Free cooling
Heat recovery
Sequence and smart control systems
Whatever your process demands, we match it with the right technology — every time.

🛠️ Turnkey Installation, Commissioning & Maintenance
If you want a fully managed solution, we’ve got you covered. Our team can provide:
System design support
Full turnkey installation
Commissioning and optimisation
Ongoing maintenance and service packages
Prefer to handle installation yourself? No problem — we're equally happy to provide unit-only supply when that’s all you require.
🤝 Explore Our Key Suppliers
Our close relationships with leading manufacturers allow us to offer reliable, high-efficiency solutions for industrial cooling, process temperature control, HVAC, and heat-recovery applications. With complete technical support and a customer-first approach, we make sure you always get the right solution.

⭐ Adiabatic & Dry Air Cooler Solutions
As an Approved Transtherm Cooling Industrial Installation, Commissioning and Maintenance Partner, we deliver engineered cooling solutions built around your exact requirements.
We take the time to understand your process, load profile, site conditions and performance targets. From there, we work directly with Transfer Cooling to deliver a precision-designed adiabatic or dry air cooler system that meets your application perfectly.
❄️ Engineered Cooling Options for Every Application
Through Transfer Cooling’s advanced product range, we offer a complete selection of high-efficiency cooling technologies:
Dry Air Coolers / Free Coolers – Low-maintenance, high-efficiency heat rejection for year-round operation.
Spray Adiabatic Systems – Ideal for boosting cooling capacity during peak ambient temperatures.
Pad Adiabatic Coolers – Reliable evaporative performance with stable, controlled water usage.
Whether you need energy savings, high-capacity cooling, water optimisation or silent operation, we ensure the correct system is selected and configured for your process.
⚙️ Advanced Technology That Delivers Results
Transfer Cooling units can be equipped with innovative features designed to enhance performance, efficiency and reliability, including:
UV water treatment for hygiene and system protection
EC fan technology for ultra-efficient, variable-speed airflow
Remote monitoring and smart diagnostics for continuous performance insight
Low-noise fan and coil designs perfect for sound-sensitive environments
This technology ensures consistent cooling, simplified maintenance and long-term operational savings.

🛠️ Full Turnkey Service — or Unit-Only Supply
As an approved partner, we can provide the full lifecycle service, including:
Design support and system selection
Turnkey installation
Commissioning and performance optimisation
Planned and reactive maintenance
Prefer to manage your own installation? No problem — we’re happy to offer unit-only supply whenever required.
🤝 Transfer Cooling – Proven, Efficient, Reliable
With Transfer Cooling’s trusted manufacturing expertise and our certified installation and service capabilities, we provide dependable dry and adiabatic cooler solutions tailored to industrial, commercial and process-cooling applications.
⭐ Cooling Tower Solutions
As an Approved BAC Installer, we deliver high-performance cooling tower systems engineered to match your exact process requirements.
We take the time to fully understand your site, duty conditions, water quality, noise constraints and thermal performance targets. Working directly with Baltimore Aircoil Company (BAC), we supply and install open-circuit and closed-circuit cooling towers designed specifically around your application.
🌡️ Cooling Towers Engineered for Your Requirements
Through BAC’s market-leading product range, we offer tailored cooling solutions that meet the demands of modern industrial and commercial environments:
Open-Circuit Cooling Towers – Efficient and cost-effective heat rejection for a wide range of process and HVAC applications.
Closed-Circuit Cooling Towers – Ideal for protecting process loops, improving water quality control and reducing fouling risk.
Whether you’re dealing with high heat loads, variable ambient conditions or demanding process stability, we provide a tower precisely matched to your thermal needs.
⚙️ Advanced Technology & Customisable Design
BAC’s cooling tower technology allows us to fine-tune each system using a variety of components and configurations, including:
Different construction materials
Galvanised steel, Stainless steel, Hybrid corrosion-resistant options, Fibre-reinforced plastics for aggressive environments
Multiple fill pack technologies
High-efficiency film fill, Splash fill for contaminated water, Low-fouling media for industrial processes
Noise-control solutions
Low-noise fan systems, Sound attenuation packages, Variable speed EC fan technology
Large heat-load capabilities
Modular and scalable configurations, Multi-cell systems, Designed for MW-scale industrial cooling
This flexibility means we can configure a cooling tower system to deliver high efficiency, long service life and stable performance — even in the toughest operating conditions.

🛠️ Full Installation, Commissioning & Maintenance
As a certified BAC installer, we provide comprehensive service throughout the entire lifecycle of your cooling tower:
System design support
Full turnkey installation
Commissioning and optimisation
Routine and preventative maintenance
Refurbishment and upgrade options
If you prefer, we can also supply unit-only cooling towers.
🤝 BAC – Proven Technology, Reliable Performance
By combining BAC’s industry-leading cooling tower designs with our fully approved installation and engineering capability, we deliver dependable heat-rejection solutions tailored to industrial, commercial and process-cooling needs.
.png?width=1200&height=950&name=Process%20Cooling%20(5).png)
We are an approved Itech TCU installer, bridging the gap between mould cooling and your overall process cooling system. We take the time to understand your production requirements—whether it’s water temperature control, oil temperature control, pressurized water temperature, or integrated chiller + TCU solutions—and then work with Itech to deliver a unit designed specifically for your application.
Our services include full turnkey solutions, covering design, installation, commissioning, and maintenance, but we are equally happy to supply the unit only if that is what you require.
Advanced technology features include:
Inverter Driven Pumps for precise, energy-efficient flow control
High Pressure Pumps for demanding mould and process cooling applications
Touch Screen Controls for intuitive operation and programming
Remote Monitoring for real-time performance tracking and proactive maintenance

.png?width=1200&height=950&name=Process%20Cooling%20(1).png)
⭐ Custom Pump Skid Solutions
As an approved pump skid installer, we deliver high-performance, fully customised pump skid systems engineered to match your exact process requirements.
We take the time to fully understand your process, flow requirements, fluid type, temperature control needs, and site constraints. Working directly with trusted UK manufacturers, we supply and install water, oil, and pressurised fluid pump skids, including integrated chiller + TCU solutions, designed specifically around your application.
⚙️ Advanced Technology & Customisable Design
Our pump skid technology allows us to fine-tune each system using a variety of components and configurations, including:
High-Quality UK-Manufactured Components – Pumps, valves, and fittings engineered for reliability and long service life.
Inverter-Driven Pumps – Energy-efficient flow control for precise process management.
High-Pressure Pumps – Suitable for demanding applications and pressurised systems.
Custom Control Panels – HMI screens for intuitive operation and seamless integration.
Remote Monitoring & Diagnostics – Track performance and proactively manage maintenance.
3D Modelling & Factory Acceptance Testing (FAT) – Visualisation, validation, and testing before delivery.
Modular and Scalable Configurations – Systems designed to grow with your process requirements.

This flexibility allows us to configure pump skids that deliver high efficiency, reliability, and continuous support, even in the most demanding operating conditions.
🛠️ Full Installation, Commissioning & Maintenance
As a certified installer, we provide comprehensive service throughout the entire lifecycle of your pump skid system:
Design support and process consultation
Full turnkey installation and commissioning
System optimisation and handover
Routine and preventative maintenance
Refurbishment and upgrade options
If you prefer, we can also supply unit-only pump skids.
🤝 Proven Technology, Reliable Performance
By combining high-quality components from leading UK manufacturers with our fully approved installation and engineering capability, we deliver dependable, fully customised pump skid solutions tailored to your industrial, commercial, and process cooling.
.png?width=1200&height=950&name=Process%20Cooling%20(2).png)
⭐ Cosmotec Panel Cooling Solutions
As an approved installer of Cosmotec industrial cooling equipment, we deliver high-performance control panel cooling systems engineered to protect your electrical infrastructure and ensure consistent, reliable operation.
We take the time to fully understand your panel heat loads, ambient conditions, enclosure type, internal component sensitivity, and energy-efficiency targets. Working directly with Cosmotec, we supply and install air conditioners, roof-mounted coolers, and advanced heat-exchange solutions tailored precisely to your environment.
🌡️ Panel Cooling Systems Engineered for Your Requirements
Through Cosmotec’s market-leading product range, we offer panel cooling solutions designed for modern industrial, automation, and process environments:
R513A Air Conditioners – High-efficiency, low-GWP cooling for electrical enclosures, ideal for applications requiring stable temperature control.
Roof-Mounted Air Conditioning Units – Space-saving solutions perfect for compact areas, high-dust environments, or machinery with limited door space.
Air-to-Water Heat Exchangers – Efficient panel cooling using existing chilled water or process water loops to remove heat without introducing ambient air.
Water-to-Water Heat Exchangers – Closed-loop thermal transfer ideal for sensitive electronics or sealed environments where contamination must be avoided.
Whether you’re facing high ambient temperatures, contaminated air, or critical control systems that demand stable internal temperatures, we provide a cooling solution designed for long-term performance and reliability.
.png?width=1200&height=950&name=Process%20Cooling%20(6).png)
Low-GWP Refrigerant R513A – Sustainable cooling performance with reduced environmental impact.
High-Efficiency Compressor Technology – Reduced energy consumption and superior thermal stability.
Compact & Modular Designs – Ideal for retrofits or tight industrial spaces.
Advanced Control Interfaces – Integrated alarms, diagnostics, and precise temperature management.
Remote Monitoring Options – Real-time performance visibility and predictive maintenance capability.
IP-Rated Construction – Suitable for harsh, dusty, and industrial environments.
System selection and design guidance
Full installation and commissioning
Integration with existing cooling or chilled-water systems
Preventative and routine maintenance
Replacement, refurbishment, and upgrade options

ENR, LGX & ENRF SERIES
are aircooled liquid chillers, designed for industrial use and for outdoor installation. These chillers are designed for applications that require reliability, continuity of operation, high performance and low management costs.
All models are equipped with Coaxial, Shell and Tube or Brazed Plate (PHE) evaporator, that ensures reliable operation in particular with liquids containing impurities. All models come with water pump, which make them suitable to work with water-glycol mixture, and storage tank that guarantees precise temperature control even in the presence of highly variable process thermal loads.
With the wide range of cooling capacity up to 440kW it is possible to satisfy all Customer demands.

Our SBS-SBSF SERIES
consists of aircooled liquid chillers engineered for industrial use and for outdoor installation. These chillers are designed for applications that require reliability, continuity of operation, high performance and reduced management costs.
These cooling solutions are equipped with shell and tube or brazed plate evaporator. Upon request all models can be equipped with one or two water pumps, which makes them suitable to work with water-glycol mixture, and with storage tank ensuring precise temperature control even in the presence of highly variable thermal loads from the process.
With free-cooling coils being integrated, our SBSF Series allows for great energy savings, especially with low ambient temperatures and/or with high fluid on process side.

Our LOW TEMPERATURE SERIES
consists of standard and customized air-cooled chillers designed for ice-rink processes and for any other application in which reliability, continuity of operation, high performance and reduced management costs are pivotal prerequisites.
The minimum temperature of the processable water is -30°C/-22°F.
All models are equipped with a highly efficient plate evaporator that ensures steady operation, especially with liquids containing impurities. All models come with water pump suitable to work with water-glycol mixture and with storage tank in stainless steel ensuring precise temperature control even in presence of highly changeable thermal loads.
With their cooling capacity ranging up to 200kW, these units suits all customer demands. The refrigerant used is R449A.
All models have IP54 electrical protection and are equipped with BMS connectivity as well as a digital parametric microprocessor controller.

Hyperchill Plus-E range
The new Hyperchill Plus-E range is a Green and Eco-Friendly solution, meeting the requirements laid out by the European F-Gas regulation (EU 517/2014), requiring the use of environmentally friendly low GWP refrigerants. Most low GWP refrigerants belong to flammable safety classes, A2, A2L and A3. The use of the A1 Class (ISO817), R513A refrigerant by Hyperchill Plus-E, really sets it apart.
R513A being a non-flammable refrigerant, allows for Hyperchill Plus-E to be installed indoor or outdoor and conforms with standard building codes:
• No safety risk
• No need for flammable risk assessment
• No extra costs for installation
_page0_image.png?width=519&height=254&name=BULICEPE-00-EN%20(007)_page0_image.png)
HRCS Range

HRS Range
Improve the performance & reliability of your machine

HRSH090 Range
Cooling capacity: 9.5 kW
Temperature stability: ±0.1 °C
Set temperature range: 5 to 40 °C
Triple inverter
With heating function and self-diagnosis.


.jpg?width=968&height=600&name=1%20(1).jpg)
Precise Temperatures Sustainable Results
The UNI series temperature control units operate with water up to 90°C to keep the temperature values in plastic and rubber processes under control. Thermotek is ergonomically designed for easy operation at narrow locations. Operator safety is ensured by following CE Machinery Directives. Heater elements, level switch and fluid tank; are ideally selected from stainless steel material for long years of operation at all industiral environments
General specifications
» 6-9-12 kW heating capacity
» 90 °C maximum water temp set point
» +- 0.5 °C PID temperature control
» 26 kW indirect cooling capacity
» Submersible water pump
» PLC / touch pad display
» Optional flow–pressure monitoring
» Optional communication Via RS 485

Smart Power In Temperature Regulation
POWER series temperature control units operate with oil up to 150°C and keep stable temperature values in plastic and rubber processes. Unit can control temperature within +/-0,5°C by PID logic both in heating and cooling mode.
General specifications
» Maximum oil set temperature 150 °C
» 6-12 kW heating power
» 20 kW cooling power
» Stainless steel tank
» Submersible turbine oil pump
» PLC / touch pad display
» Optional flow–pressure monitoring
» Optional communication Via RS 485
.jpg?width=968&height=600&name=1%20(2).jpg)
High Temp Tight Control
ST series temperature control units operate with water up to 160°C and keep precise temperature values in plastic and rubber processes. Heaters controlled by solid state relay provide fast, quiet and reliable operation for the user.
General specifications
» Maximum water set temperature 160 °C
» 9-24 kW heating power
» 40-65 kW cooling power
» Pressurized tank
» Stainless steel water pump
» Stainless steel plate type heat exchanger
» PLC / touch pad display
» Optional flow–pressure monitoring
» Optional communication Via RS 485
Heating and Cooling in a Single Device
Unit has a tuning function which optimizes the mould cycle times by means of single zone temperature control. This leads to superior product quality and increased performance levels as opposed to the centralized cooling systems. CT series can work in the most sturdy conditions and high temperature values without loss in efficiency. It is an ideal solution for customers who requires no air circulation inside the production hall to maintain hygienic working environments. Unit is ergonomically designed to fit into narrow locations near the machine.
General specifications
» 10-125 kW cooling capacity
» 6-48 kW heating capacity
» 5 °C - 90 °C cooling-heating / single-double temperature set point
» Turbulent cooling-heating with multistage water pumps
» Shell & Tube evaporator
» Shell&Tube condenser
» Scroll compressor
» PLC touch pad display
.jpg?width=968&height=600&name=1%20(3).jpg)

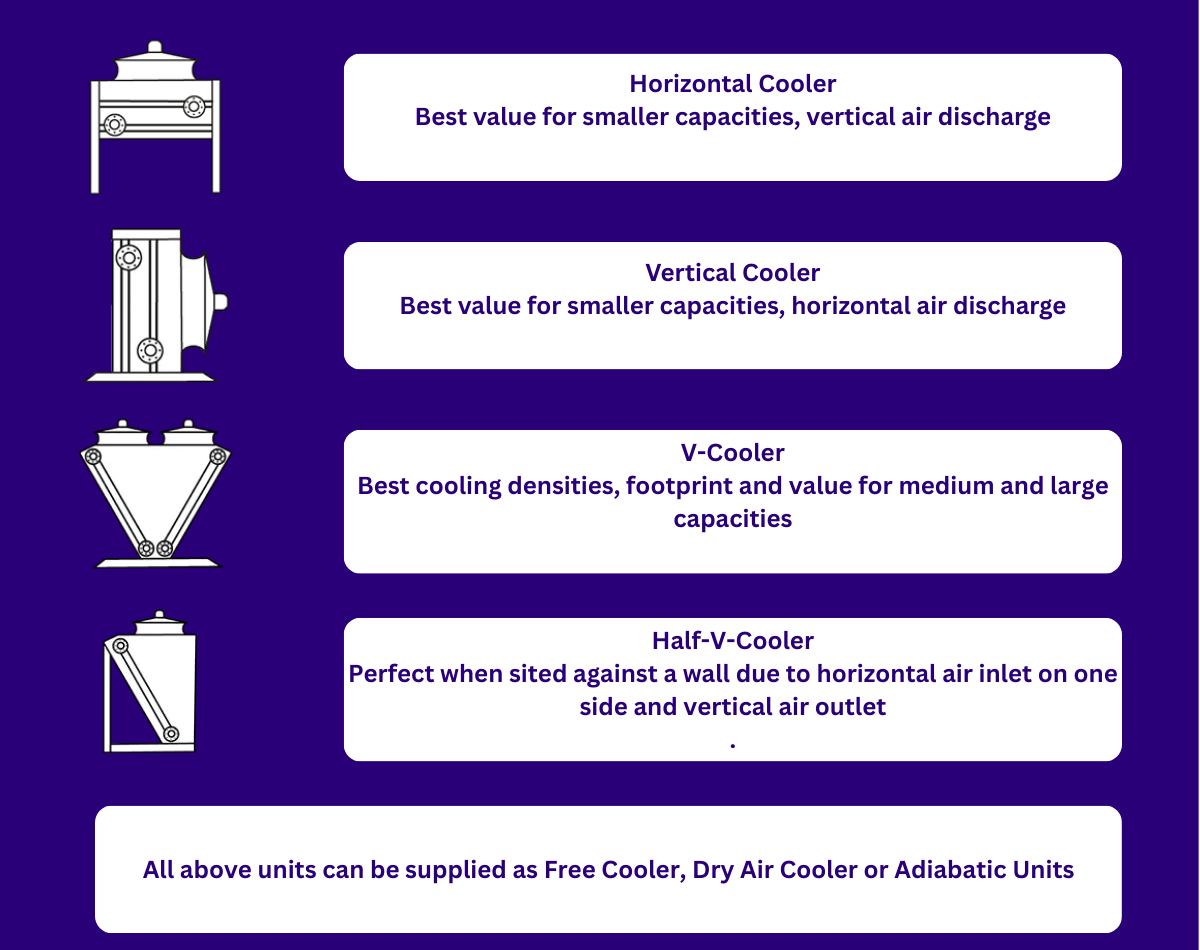
Transtherm’s Air Blast Coolers, also known as Dry Air Coolers, are being widely used in commercial and industrial cooling applications. Single units can provide capacities from 5KW to 4,000KW and to within 3°C of the prevailing ambient temperature all year round.



Lowara is one of the world’s leading pump manufacturers, known for exceptional efficiency, long-term reliability, and innovative hydraulic design. We proudly supply the full Lowara pump range, offering solutions for commercial, industrial, and HVAC applications.
Lowara’s portfolio covers everything from everyday water transfer to high-pressure, high-performance systems:
NSCE End-Suction Pumps – Ideal for general building services, water boosting, and industrial processes.
SV Multistage Pumps – Engineered for high-pressure applications, delivering outstanding efficiency and compact design.
CO Series Pumps – Featuring 316 stainless steel wetted components, perfect for corrosion-resistant and hygienic environments.
.jpeg?width=307&height=164&name=images%20(1).jpeg)
Our extensive range of Gasketed Plate Heat Exchangers provide compact thermally efficient solutions to your heat transfer requirements. The main advantage of a gasketed plate heat exchanger is that it is possible to open up the inside components for cleaning and maintenance purposes. It also allows extra plates to be added should your process conditions change
The Gasketed Plate Heat Exchangers are manufactured in our UK factory from stock components, which means that we can normally deliver fully assembled and tested units extremely quickly.
Plate Heat Exchangers transfer heat energy from one side to another without the two products on either side mixing. So you can install them between the boiler and process circuit for example to separate the two circuits. Plate heat exchangers are a very popular choice mainly due to the compact size and high efficiency design that they offer.
Our stock range of Brazed Plate Heat Exchangers are WRAS approved subject to a maximum operating temp of 100°c
Our superb facilities and manufacturing set us apart

We have an extensive range of Brazed Plate Heat Exchangers available for immediate delivery from stock with 3/4", 1", 1.1/4", 1.1/2" and 2" connections.
The plates are manufactured in AISI 316 stainless steel with either Copper (standard) or Nickel Brazing (for swimming pools / more aggressive applications)
Maximum design pressure of 30 bar and maximum operating temperature of 200°c
We have a range of Brazed Plate Heat Exchangers are WRAS approved (subject to a maximum operating temp of 100°c) suitable for DHW applications.

Pillow Plate Heat Exchangers can be made to order in numerous configurations and sizes. These are suitable for many different applications such as in tank heating and cooling, water source heat pumps (in rivers and lakes), falling film heat exchangers, food process heating and industrial liquid to air applications.
The pillow plate is formed by laser spot welding two sheets of steel together at the edges and in strategic positions across the face of the plate. Connections are then welded on and the plates are inflated using compressed air or water at pressures up to 300 bar.

Industrial sensors automation
Industrial sensors are devices that detect and measure physical parameters—such as temperature, pressure, position, level, flow, or proximity—and convert them into signals for monitoring and control. They are essential in manufacturing, automation, and process industries, enabling real-time data collection to ensure efficiency, safety, and quality. From inductive and capacitive sensors to ultrasonic, optical, and pressure sensors, each type is designed for specific applications, operating reliably in challenging environments such as high heat, vibration, or contamination. By providing accurate and consistent feedback, industrial sensors form the backbone of modern smart factories and predictive maintenance systems.
Automation: Enable machinery to operate with minimal human intervention.
Safety: Detect hazards like overheating or gas leaks before they become critical.
Quality Control: Ensure products meet precise manufacturing standards.
Cost Savings: Reduce downtime with predictive maintenance alerts.

Proximity Sensors
Detect the presence or absence of objects without physical contact.
Temperature Sensors
Thermocouples: Wide temperature range, fast response.
RTDs (Resistance Temperature Detectors): High accuracy, stability over time.
Pressure Sensors

Measure fluid or gas pressure in pipelines, tanks, and hydraulic systems.
Gauge Pressure: Relative to atmospheric pressure.
Absolute Pressure: Measured against a perfect vacuum.
Differential Pressure: Compares pressure between two points.
Vibration Sensors
Detect mechanical imbalance, misalignment, or wear in rotating machinery.
Used in predictive maintenance to prevent costly breakdowns.
Level Sensors
Measure the level of solids, powders, or liquids in storage or process vessels.
Float-type: Simple and cost-effective.
Radar/Ultrasonic: Non-contact, suited for hazardous materials.
Flow Sensors
Track the movement of liquids or gases.
Turbine Flowmeters: Measure volumetric flow rate.
Electromagnetic Flowmeters: Ideal for conductive fluids.

.png?width=347&height=145&name=download%20(4).png)
Precision flow control. Unbeatable efficiency. Rock-solid reliability.
Danfoss variable speed drives are the perfect partner for process cooling pump sets, delivering the stable flow, responsive control and long-term efficiency that modern cooling systems depend on. Whether you’re circulating chilled water, glycol, or cooling-fluid blends, Danfoss drives keep your pumps running exactly the way your process needs — smoothly, accurately and energy-efficiently.
Process cooling pumps rarely operate at full load. Danfoss drives are engineered to optimise performance across the entire operating range, giving your system:
Precise flow and pressure control for consistent cooling
Energy savings at part load — the biggest cost win for pump sets
Reduced mechanical stress thanks to soft starts and controlled ramping
Lower noise and vibration for smoother plant operation
Extended pump life through advanced motor protection features
With Danfoss, your pump sets adapt instantly to demand, maintaining perfect flow stability even during rapid process changes.

Industrial air conditioners for electrical panels with R513A refrigerant for indoor and outdoor applications
cosmotec, with the Protherm line, offers a wide range of air conditioners designed to meet different needs, both for electrical panels in industrial applications and for shelters and cabinets intended for telecommunications, energy distribution, and other sectors. The growing need to reduce consumption has led to the development of highly efficient air conditioners, without compromising robustness, reliability, and compactness.
Cooling capacity: from 300W to 6000W
Power supply: 115V, 230V, and 400V/460V
Operating range, suitable for sites with temperatures between:
+20/+55 °C (CVE) / -20/+55 °C (CVO, CE) / -40/+55 °C (CVO, UL)
Protection rating: IP55 / Type12/4/4x
Slim In CDE is the range of extra-flat air conditioners designed for external, semi-flush, or flush mounting installations, ideal for installations requiring minimal space and reduced protrusions from the panel. The unit’s features allow for easy and fast installation.
The Slim In units feature high EER values and consequent economic savings thanks to the use of:

Module air conditioners are the best technical and economical solution for conditioning long rows of cabinets, where large cooling capacities are required.
Machine tools, such as for die-casting or extrusion, may require large automation and control systems with high thermal loads, even above 4kW. In this case, the Module range with 6kW to 10kW enables the required cooling needs to be met optimally.

The Predator line offers a range of high-efficiency precision air conditioners for outdoor installations such as shelters/cabinets for telecommunications, power distribution, fibre optics, etc.
48 VDC Version
The 48Vdc version is particularly suitable for cabinets powered by renewable energy sources, such as solar, wind or battery backup.
The PRT20 at 48Vdc uses a brushless type compressor to achieve:

Industrial roof-mounted air conditioners allow the cooling of electrical cabinets even in situations where space is at a premium, such as in cabinet batteries or when escape routes must be left clear for safety reasons.
The solutions on the models allow optimal condensate management. The return air path ensures that no condensation forms on the roof of the cabinet and, in addition, from model ETE14 (1400W), the units are equipped with a condensate sink, without absorption of electrical power, for the reduction or elimination of condensation. For the models ETE06/09 there is a level switch to control the condensate in the condensate tray of the air conditioner.
.png?width=1024&height=1024&name=prodotto_CVA_condizionatore_industriale_per_quadri_elettrici_TOP_ETE%20(1).png)
The CNW exchanger is ideal for cooling electrical enclosures in processes where chilled water is already available from a centralized system or from a user line (e.g., press, laser).
They can also be connected to water cooling circuits supplied by cosmotec chillers, becoming a particularly advantageous solution when multiple cooling units are installed on a single system.

Industrial Air/Water heat exchanger for roof mounting
The range offers compact units for cooling electrical cabinets up to 6700W and are the ideal solution if mounting on the sides or door of the cabinet is not possible.
Roof-mounted heat exchangers come with a standard electronic thermostat which, in addition to controlling the solenoid valve and water flow, provides a general alarm, remote control and condensate level control to ensure safety and reliability.

Wall mounted industrial Air/Air heat exchanger
Flexible Installation
Thanks to their compact dimensions, XVA air/air heat exchangers can be installed in all electrical cabinets, even in applications where limited space is required in terms of width and depth. The industrial heat exchangers can be installed externally, but also internally, so as to eliminate any external clutter in the electrical cabinet.
Efficiency and Noise Reduction
XVA heat exchangers can be integrated with a mechanical thermostat to control the external fan. When the set point is reached, the fan is switched off, thus obtaining advantages in terms of efficiency (lower power consumption) and noise (no operation).
.png?width=1024&height=1024&name=prodotto_CVA_scambiatore_di_calore_XVA_ARIA-ARIA%20(1).png)



-3.png?width=1200&length=1200&name=Plastic%20(2)-3.png)
-2.png?width=1200&length=1200&name=Plastic%20(3)-2.png)
-4.png?width=1200&length=1200&name=Plastic%20(2)-4.png)
-3.png?width=1200&length=1200&name=Plastic%20(3)-3.png)
-1.png?width=1200&length=1200&name=Plastic%20(4)-1.png)
-1.png?width=1200&length=1200&name=Plastic%20(5)-1.png)
-1.png?width=1200&length=1200&name=Plastic%20(6)-1.png)
.png?width=1200&length=1200&name=Plastic%20(7).png)
.png?width=1200&length=1200&name=Plastic%20(8).png)
.png?width=1200&length=1200&name=Plastic%20(9).png)
.png?width=1200&length=1200&name=Plastic%20(10).png)